离子色谱是高效液相色谱的一种,故又称为高效离子色谱(HPIC)或现代离子色谱。
离子色谱法利用混合物中组分离子在流动相和固定相间分配系数的差别,当离子在两相间做相对移动时,各离子在两相间进行多次分配从而使各组分离子得到分离,然后通过电导或紫外等检测器进行离子的定性定量分析。结果用色谱图表示,色谱图是指被分离组分的检测信号随时间分布的图像。
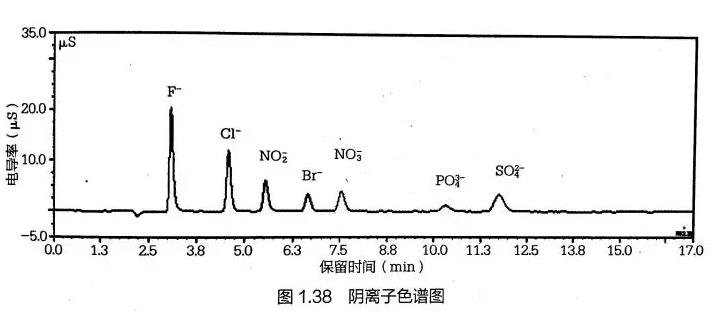
典型的离子色谱图代表见图1.38,横坐标是各组分离子流出色谱柱的时间,即保留时间或停留时间。离子色谱的主要操作流程或详细的分析方法可以参考IPC标准(IPC-TM-650 2.3.28)或有关专著。
离子色谱在PCBA失效分析方面主要是用于分析板面的离子残留量及其种类,腐蚀性的离子残留过多往往就是PCBA组件产生腐蚀或漏电的根本原因,再结合发生腐蚀部位的外观和颜色即可做出准确的判断。